在石化工业这个以高温高压、易燃易爆、有毒有害为显著特征的领域,安全生产不仅是企业运营的生命线,更是保障社会公共安全的基石。随着第四次工业革命的浪潮席卷全球,物联网技术正以前所未有的深度和广度,嵌入石化生产的每一个环节,构建起一套从源头感知、过程管控到风险预警的全方位、智能化安全防护体系,为传统石化企业的安全生产带来了革命性的变革。
一、 源头感知:让设备与物料“开口说话”
物联网的核心在于“连接”与“感知”。通过在生产装置、管道、储罐、阀门等关键设备上部署大量的传感器、智能仪表和RFID标签,物联网系统能够实时、精准地采集温度、压力、液位、流量、振动、气体浓度等海量数据。这些数据如同设备的“生命体征”,24小时不间断地“汇报”其运行状态。例如,在储罐区,传感器可以实时监测液位变化,防止溢罐;在管道沿线,智能监测点可以及时发现微小的压力异常或泄漏迹象;在反应釜上,温度与压力的联动监控能有效预防超温超压风险。物联网使得原本“沉默”的设备与物料变得“透明”与“可控”,将安全隐患的发现节点从事故发生后或定期巡检时,大幅前置到参数异常波动的萌芽阶段,真正实现了安全风险的源头把控。
二、 过程管控:实现全流程可视化与智能联动
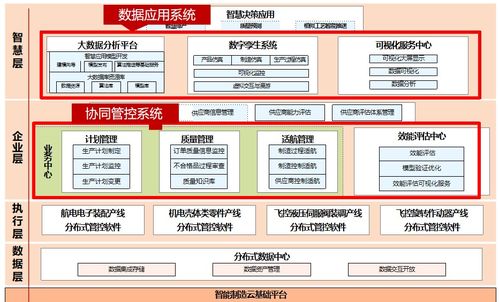
采集的数据经由物联网网关汇聚至云端或边缘计算平台,通过大数据分析与人工智能算法进行处理。这催生了生产过程的全面可视化与智能化管控:
- 三维数字孪生工厂:基于物联网数据构建与物理工厂1:1映射的虚拟模型,管理人员可在中控室或通过移动终端,直观查看全厂设备实时状态、物料流向、能源消耗,实现“一屏知全局”。
- 智能巡检与作业管理:取代传统纸质巡检,通过智能终端、AR眼镜、无人机等物联网设备,实现巡检路径规划、数据自动录入、隐患图像实时上传。特殊作业(如动火、进入受限空间)的审批、过程监控、人员定位与安全预警实现全流程数字化闭环管理,极大降低了人为失误风险。
- 预测性维护:通过对设备运行数据的持续分析,物联网系统能够预测关键机组(如压缩机、泵)的性能衰退趋势和潜在故障点,变“事后维修”或“定期检修”为“预测性维护”,避免非计划停机,从根源上减少因设备故障引发的安全事故。
三、 风险预警与应急响应:构建主动防御体系
物联网的最终目标是实现安全管理的“主动预防”。通过对历史数据和实时数据的融合分析,系统可以建立各类事故的预警模型:
- 超前预警:当多个关联参数出现异常组合,系统可自动发出早期预警,提示可能发生的泄漏、火灾或爆炸风险,为处置赢得宝贵时间。
- 智能报警与联动:一旦监测到危险气体浓度超标或火情,系统不仅立即报警,还可自动触发应急预案,如联动关闭相关阀门、启动通风系统、喷淋装置,并规划最优疏散路径,引导人员撤离。
- 应急指挥协同:在事故发生时,物联网平台可快速整合现场视频、人员定位、环境数据、救援资源等信息,为指挥中心提供精准的决策支持,提升应急响应的速度和效率。
四、 挑战与展望
尽管前景广阔,石化行业物联网应用仍面临数据安全与网络防护、海量异构数据的集成与标准化、旧有设备改造与高昂初始投资等挑战。随着5G、边缘计算、人工智能与物联网的深度融合,石化企业的安全生产将迈向更高阶的“自主智能”阶段。系统不仅能预警,还能自主进行初步的风险研判和干预决策,形成更加坚韧、自适应、自优化的安全防护网络。
****
物联网技术正深刻重塑着石化行业的安全生产范式。它通过编织一张覆盖人、机、料、法、环的立体感知网络,将安全管理的触角延伸至生产源头与每一处细节,实现了从被动应对到主动预防、从经验驱动到数据驱动的根本性转变。拥抱物联网,不仅是石化企业提升本质安全水平、实现可持续发展的必然选择,更是其履行社会责任、护航一方平安的智慧担当。